Solution
Aluminum composite panels (ACP), also known as aluminum composite material (ACM) or aluminum cladding panels, are among the most widely used architectural cladding materials in modern construction. A three-layer sandwich structure — consisting of two thin aluminum skins permanently bonded to a polyethylene (PE) or mineral-filled core — ACP panels offer an exceptional combination of lightweight design, weather resistance, flatness, and cost-effectiveness.
Jwell Machinery has been designing and manufacturing ACP panel extrusion lines since 1997, delivering production solutions to manufacturers in over 60 countries. Our equipment covers the full spectrum from standard PE-core panels to fire-rated A2-grade composite panels, enabling manufacturers to meet the most stringent international building codes including EN 13501-1 A2-s1,d0 classification.
An ACP panel extrusion line is a continuous automated production system that manufactures aluminum composite panels from raw materials — primarily polyethylene resin for the core and pre-coated aluminum coils for the skins. The production process integrates PE extrusion, aluminum coil unwinding, hot-roll lamination, cooling, protective film application, and precision cutting into a single, highly efficient production line.
Unlike discontinuous panel manufacturing methods, an extrusion-based continuous line achieves significantly higher throughput — Jwell’s high-speed twin screw line can produce up to 2,500 kg/h of finished ACP panels at line speeds reaching 10 m/min with product widths up to 2,000 mm.
The fire performance and application range of an ACP panel are primarily determined by its core material. Understanding the differences between core types is essential when selecting the right extrusion line configuration.
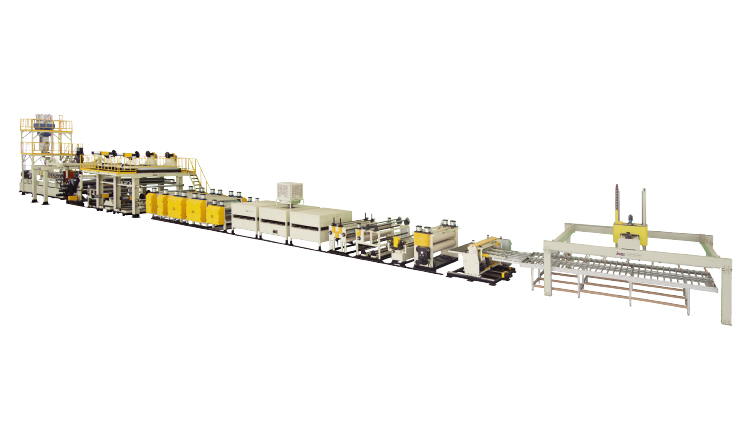
A modern ACP panel extrusion line follows a fully continuous, automated production sequence:
1. PE Core Extrusion: Polyethylene resin is fed into the extruder, melted at controlled temperatures (180–230°C), and extruded through a T-die to form a continuous molten PE sheet of precise thickness.
2. Aluminum Coil Unwinding & Pre-treatment: Pre-coated aluminum coils (typically AA1100 or AA3003 alloy, 0.06–0.50 mm thickness) are unwound from decoilers. Surface cleaning and corona treatment enhance adhesive bonding.
3. Hot-Roll Lamination: The molten PE core is continuously sandwiched between the upper and lower aluminum sheets through heated rollers, creating a permanent bond under precisely controlled temperature and pressure.
4. Calendering & Cooling: The laminated composite panel passes through a multi-roller calender to achieve uniform thickness and surface flatness, then through cooling rollers to solidify the PE core.
5. Protective Film Application: A removable PE protective film is applied to prevent surface scratches during handling, cutting, and transportation.
6. Precision Cutting & Stacking: The continuous panel is cut to standard lengths (commonly 1220×2440 mm or 1500×3050 mm) and automatically stacked for packaging.
Jwell ACP Panel Extrusion Line Models
Jwell offers three ACP extrusion line configurations to serve different production scales and panel types:
| Model | JWE135/48
(Twin screw extruder) |
JWS170/35
(Single screw extruder) |
JWS180/35 (Single screw extruder) |
| Products Width(mm) | 900~2000 | 900~1220 | 900~1560 |
| Products Thickness(mm) | 2~6 | 1~6 | 1~6 |
| Capacity( kg/h) | 2000~25000 | 500~600 | 700~800 |
Aluminum composite panels produced on Jwell extrusion lines serve diverse end-use markets:



A PE core ACP panel uses pure polyethylene as the core material and is classified as combustible (EN 13501-1 Class E/D). It is primarily used for interior applications and signage. A fire-rated A2 ACP panel uses an inorganic mineral core (over 90% mineral content including magnesium hydroxide and calcium hydroxide) and achieves EN 13501-1 Class A2-s1,d0 — the highest fire rating available for aluminum composite panels. A2 panels are required for high-rise building façades, hospitals, airports, and public buildings in most regulated markets worldwide.
The cost of an ACP panel extrusion line depends on the extruder type, production capacity, and panel specifications. A single screw extrusion line for standard PE panels (500–800 kg/h) typically requires a lower investment, while a high-speed twin screw line for A2 fire-rated panels (2,000–2,500 kg/h) represents a higher initial investment. Jwell Machinery offers competitive pricing — typically 30% lower than comparable European equipment — while maintaining equivalent production quality. Contact our sales team for a detailed quotation tailored to your specific requirements.
Jwell offers three ACP extrusion line models with different capacity ranges. The JWS170/35 single screw line produces 500–600 kg/h, suitable for small to mid-scale production. The JWS180/35 single screw line produces 700–800 kg/h for medium-scale operations. The JWE135/48 twin screw line achieves 2,000–2,500 kg/h for high-volume manufacturing, with line speeds up to 10 meters per minute and panel widths up to 2,000 mm.
A twin screw extruder like the JWE135/48 can process a wide range of core materials including standard PE, flame-retardant modified PE (B1 grade), and mineral-filled inorganic compounds (A2 grade), making it possible to produce different panel grades on the same line. However, single screw extruders (JWS170/35, JWS180/35) are designed primarily for standard PE cores and may not achieve adequate mixing of mineral-filled fire-retardant compounds. For manufacturers planning to produce A2 panels, a twin screw configuration is strongly recommended.
ACP panels typically use aluminum skins ranging from 0.06 mm to 0.50 mm thickness. Standard interior and signage panels commonly use 0.10–0.21 mm aluminum, while exterior façade panels typically require 0.30–0.50 mm aluminum for structural rigidity and impact resistance. Fire-rated A2 panels produced on Jwell’s twin screw line require aluminum foil thickness of at least 0.18 mm. The aluminum alloy is typically AA1100 or AA3003 series, supplied as pre-coated coils (PVDF or PE coating).
The complete installation and commissioning process typically takes 30–60 days from equipment arrival at the factory, depending on the line configuration and site preparation status. This includes mechanical installation, electrical wiring, cooling system setup, T-die calibration, trial production runs, and operator training. Jwell sends experienced installation engineers to the customer’s factory to oversee the entire process and ensure the line achieves target output and quality standards before handover.
ACP panel extrusion lines produce continuous panels that are cut to standard dimensions. The most common standard sizes are 1220 × 2440 mm (4′ × 8′) and 1500 × 3050 mm (5′ × 10′). Panel width is determined by the extrusion line configuration — Jwell lines can produce widths from 900 mm to 2,000 mm. Panel thickness typically ranges from 1 mm to 6 mm depending on the model and application requirements. Custom lengths and widths can be accommodated based on customer specifications.
Yes. The same ACP extrusion line can produce panels for both exterior and interior applications by changing the aluminum coil specification and coating type. For exterior façade panels, PVDF-coated aluminum coils (20–25 year color warranty) are used. For interior applications, PE-coated coils or uncoated aluminum can be used to reduce material costs. The core material (PE vs. mineral-filled) determines the fire rating, not the exterior coating.
Key maintenance tasks include regular cleaning and inspection of the T-die and calender rollers, monitoring screw and barrel wear, lubricating all moving parts, checking heating element and thermocouple functionality, and inspecting the cutting system for blade sharpness. Jwell Machinery provides remote cloud monitoring capabilities that track machine operating parameters in real-time, enabling predictive maintenance to minimize unplanned downtime. Critical spare parts (screw elements, heater bands, bearings, cutting blades) are kept in stock for rapid delivery worldwide.
The primary raw materials for ACP panel production are:
(1) Polyethylene resin — LDPE granules for standard PE cores, or PE with halogen-free flame retardant masterbatch for B1 FR cores.
(2) Inorganic mineral compounds — magnesium hydroxide, calcium hydroxide, and mica powder for A2 fire-rated cores.
(3) Pre-coated aluminum coils — typically AA1100 or AA3003 alloy with PVDF or PE surface coating, in thicknesses from 0.06 to 0.50 mm.
(4) PE protective film — applied to panel surfaces after lamination. Jwell can recommend qualified raw material suppliers based on the target panel specifications and market requirements.