About
The global push toward a circular plastics economy has made rPET (recycled polyethylene terephthalate) PET (recycled polyethylene terephthalate) sheet extrusion one of the fastest-growing segments in the plastics industry. With regulations like the EU Single-Use Plastics Directive mandating 30% recycled content in PET bottles by 2030, and major brands committing to 100% recyclable packaging, the demand for food-grade rPET sheet is surging. This article explores the technology behind rPET sheet extrusion.
The rPET extrusion process begins with post-consumer PET bottle flakes. After collection, sorting, washing, and grinding, the resulting flakes must meet specific quality standards required for sheet production:
Unlike virgin PET pellets, rPET flakes are amorphous and must be crystallized before drying to prevent them from sticking together. The crystallization process heats the flakes to 150–170°C, converting the amorphous structure to a crystalline form that can withstand the high temperatures of drying without agglomeration.
Jwell's rPET processing lines include integrated crystallization-drying systems that handle this step continuously:

During the recycling process, PET undergoes thermal degradation that reduces its intrinsic viscosity (IV), resulting in weaker mechanical properties. For food-grade and high-performance applications, the IV must be restored to 0.80+ dl/g through solid state polycondensation (SSP).
SSP reactors heat crystallized PET under vacuum or nitrogen flow at 210–230°C for 12–24 hours, building molecular weight through condensation reactions. This process also removes residual acetaldehyde — a critical requirement for food-contact applications where acetaldehyde limits are < 1 ppm.
| Parameter | Virgin PET | rPET |
|---|---|---|
| IV (dl/g) | 0.80–0.85 | 0.65–0.80 (pre-SSP) |
| Melt Temperature (°C) | 270–285 | 265–280 |
| Moisture Sensitivity | High | Very High (more degradation) |
| Melt Strength | Good | Lower (affects draw-down) |
| Color Consistency | Excellent | Variable (yellow tint possible) |
| Filter Requirements | Standard (80–120 mesh) | Heavy-duty (40–80 mesh + fine filter) |
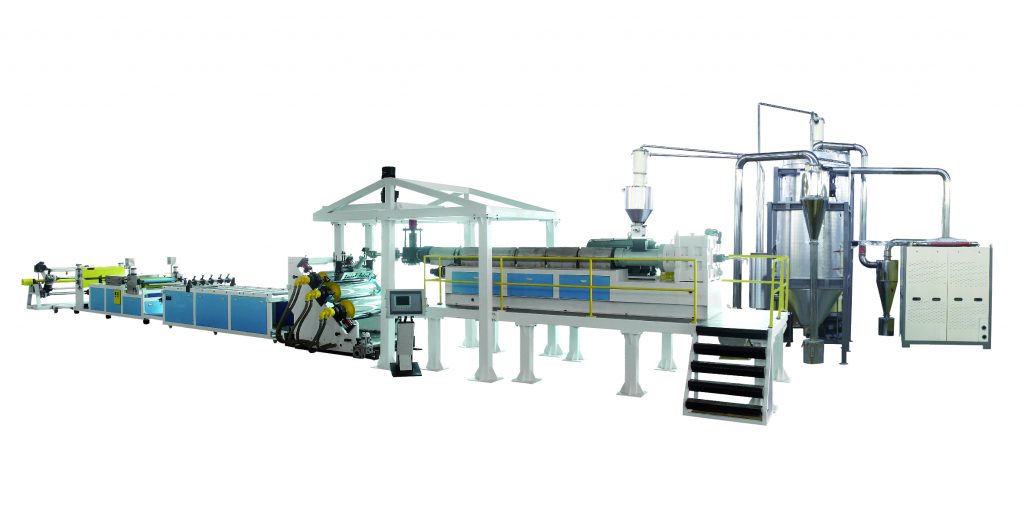
Jwell Machinery offers turnkey rPET sheet extrusion lines that integrate all processing steps from flake feeding to finished sheet winding. Our lines feature:
Our rPET lines produce sheet with up to 100% recycled content, with mechanical properties and clarity that meet or exceed virgin PET specifications for most thermoforming applications.
Ready to enter the rPET market? Contact Jwell for a complete line proposal including crystallization, SSP, and extrusion systems.

Explore rPET sheet extrusion technology for the circular economy: feedstock preparation, crystallization, SSP viscosity enhancement, processing differences from virgin PET, and complete line solutions from Jwell.

Complete technical guide to the plastic sheet extrusion process — from resin drying and melting to die forming, calender cooling, and quality optimization. Essential reading for sheet producers.